EPC Crane Project Risk Management and Site Safety for Steel Plants

Jun
In EPC contracts for steel plants, liquidated damages are often calculated by the day, not by the week. A 30-day commissioning delay caused by a crane system that is not ready can wipe out the profit margin of an entire equipment package.
The real risk does not always come from poor equipment quality. More often, it comes from design decisions discovered too late: spatial interference identified only after the bridge girder has been lifted into position, braking systems failing FAT when the inspection team is already on site, or control software errors appearing during the first hot commissioning run.
This article explains how EPC crane project risk management and site safety can be strengthened through fatigue-resistant structural design, mechanical redundancy, and intelligent automation. These engineering decisions must be made during the tender stage, not after failures occur.
Project schedule and site safety challenges
In steel plant construction projects, lifting equipment is far more than a material handling system. It is the backbone that determines the production cycle time of the entire facility. Critical production areas such as the Electric Arc Furnace (EAF) and continuous casting line rely on the continuous operation of specialized equipment, including the charging crane and ladle crane. For EPC contractors, any delay in delivering or commissioning an industrial steel plant crane directly disrupts both cold and hot commissioning throughout the project.
Construction schedule delays and crane safety risks often result from poor coordination between site surveys and detailed engineering of heavy-duty overhead crane structures, leading to spatial interference during installation. Furthermore, handling molten steel at temperatures between 1,500°C and 1,600°C requires the highest level of operational safety. Even a minor manufacturing defect or control programming error can cause a catastrophic molten metal spill, damaging plant assets and putting personnel at serious risk.

Design risk management based on international standards
The most effective way to eliminate project risks is to control them at the design stage. EPC contractors should require crane manufacturers to comply with the most stringent international standards for heavy-duty lifting equipment. The two most widely adopted standards are FEM 1.001 and CMAA Class F.
Structural dynamics and bridge girder classification
When evaluating the bridge girder design of a heavy-duty overhead crane for steel plants, project managers should require manufacturers to perform fatigue calculations based on the nonlinear load spectrum factor, which is proportional to the cube of the actual lifted load:

Kp – The load spectrum factor – representing the accumulated fatigue damage sustained by the steel structure throughout its service life. For a metallurgical crane operating continuously 24/7, the crane must be designed to meet the Q4 (Very Heavy) load spectrum together with U7 or U8 utilization classes (over 2 x 10^6 work cycles). This corresponds to structural classification A8 under FEM 1.001 or structural classification A8 under both FEM 1.001 and the equivalent duty group under EN 13001 / ISO 4301.
To satisfy these requirements, the crane must adopt a box-girder structure with fully welded internal diaphragms using full-penetration welds. All critical welds should undergo 100% ultrasonic testing (UT) to prevent fatigue cracks after years of continuous operation.
A crane designed to CMAA Class F also limits static bridge deflection to less than L/1000 of the span, minimizing structural vibration and protecting surrounding production equipment.
Operational risk prevention
An effective EPC crane project risk management and site safety strategy requires equipment designed according to the Single-Failure Proof philosophy, ensuring that the crane remains safe even if a primary load-bearing component fails.
Redundant hoisting system with dual-rope reeving
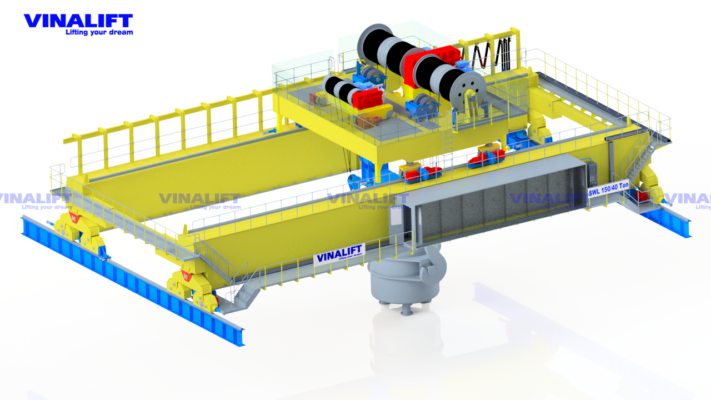
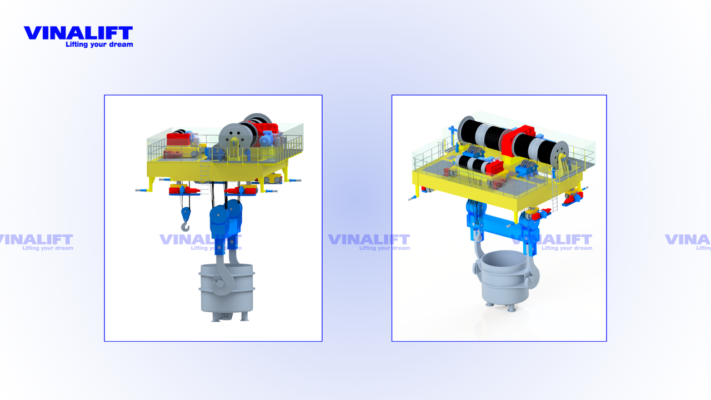
In high-risk operating environments, a double girder ladle crane or four-girder ladle crane must be equipped with an independent dual-rope reeving system. The rope drum is machined with symmetrical dual grooves, allowing each wire rope to operate independently.
If one wire rope fails unexpectedly, the remaining rope must be capable of supporting the entire suspended load without dropping the molten steel ladle. Under this single-failure operating condition, the remaining wire rope must retain a minimum safety factor of 4:1 against the total suspended load.
To detect rope failure immediately, an equalizer bar integrated with balancing sheaves and safety limit switches is installed at the rope anchorage. Any imbalance in rope tension causes the equalizer bar to tilt instantly, activating the limit switch and sending a signal to the PLC controller. The safety PLC then initiates an Emergency Stop (E-Stop) sequence within 10 milliseconds, preventing further crane movement.
The hoisting drive should also incorporate a drive redundancy architecture. Instead of relying on a single high-power motor, the system utilizes two electric motors connected through a planetary gearbox.
If one motor fails due to winding damage, the faulty motor is automatically disengaged while the remaining motor continues operating in half-speed mode, allowing the ladle crane to move the molten steel ladle safely to its designated lowering position. This design prevents molten steel from solidifying inside the ladle and protects the entire lifting system from catastrophic damage.
Read more: Single-Failure Proof Design Philosophy for Ladle Cranes — Complete Six-Layer Safety Architecture.
Dual-layer braking system and thermal protection for wire ropes
For both charging crane and ladle crane applications, the braking system must incorporate two completely independent braking stages.
Service brake
Installed on the high-speed shaft of the electric motor for normal operating conditions.
Emergency brake
Hydraulic caliper brakes are mounted directly onto the rope drum flange to stop the suspended load independently of the drivetrain.
This dual-layer architecture protects the lifted load even if the mechanical transmission system suffers complete failure, such as an output shaft fracture within the gearbox.
The braking philosophy must always follow the spring-applied, power-released principle. In the event of a complete power outage, the brake automatically engages, locking the crane safely without operator intervention.
Because steel mill crane systems operate directly above molten steel, the underside of the bridge girder, operator cabin, and hook assembly must be protected by multilayer thermal shields consisting of stainless steel plates combined with mineral wool insulation.
Wire ropes must use Independent Wire Rope Core (IWRC) construction to withstand continuous radiant heat. Compared with conventional fiber-core ropes, IWRC ropes help reduce the risk of lubricant evaporation, internal overheating, and hidden combustion under extreme operating temperatures.
Read more: Multi-Layer Braking Systems for Ladle Cranes — A Technical Analysis of Service Brakes and Hydraulic Caliper Brakes.
Smart technologies for safer crane operation
Integrated smart technologies play a critical role in reducing operator errors, improving crane safety, and ensuring safer commissioning and project handover.
Open-loop anti-sway control and absolute positioning
The open-loop anti-sway system uses mathematical algorithms embedded directly into the Variable Frequency Drive (VFD) to optimize acceleration and deceleration profiles according to the actual hoisting rope length measured by the encoder.
This technology suppresses load swings before the ladle crane reaches its destination, preventing molten steel from spilling over the ladle edge while improving handling efficiency by up to 20%.
For semi-automatic and fully automated operations, a heavy duty overhead crane should also incorporate an Absolute Positioning System.
The Barcode Positioning System (BPS), which combines stainless steel barcode strips with infrared cameras installed along the crane runway, delivers positioning accuracy better than ±5 mm while maintaining stable performance under high temperatures, heavy dust, and harsh industrial environments.
No-fly zones and hardware-based LOTO protection
Through PLC programming, automation engineers can establish three-dimensional virtual safety zones known as No-Fly Zones to protect sensitive areas such as substations, control rooms, and pedestrian walkways.
Whenever the suspended load approaches a restricted zone, the PLC automatically reduces crane speed and blocks movement toward the prohibited direction, preventing unsafe operator commands.
To protect maintenance personnel working along the crane runway, the physical Lock-Out/Tag-Out (LOTO) procedure is integrated with a Guard Locking interlock system.
Access doors leading to the crane maintenance platform can only be unlocked after the PLC verifies that:
- The crane is parked at the designated maintenance position.
- The main power supply has been completely isolated.
- The primary disconnect switch has been physically locked.
This hardware-based interlocking architecture prevents accidental crane movement while maintenance personnel are working at height.
Read more: European FAT Procedures for Ladle Cranes — Detailed Inspection of Intelligent Control Systems and No-Fly Zones.

Choosing a qualified lifting equipment manufacturer
To reduce schedule-related risks in EPC projects, selecting a crane manufacturer with proven engineering capability is as important as selecting the right equipment configuration. EPC contractors should prioritize a Vietnam-based heavy-duty crane manufacturer with experience in custom overhead crane design, FEM 1.001-based engineering, and ISO 9001:2015-certified manufacturing.
VINALIFT manages the full project lifecycle, from engineering design and manufacturing to installation and site commissioning. At its ISO 9001:2015-certified manufacturing facility, key quality control processes include 100% ultrasonic testing (UT), Sa2.5 surface preparation, and Factory Acceptance Testing (FAT) witnessed by independent third-party inspectors.
With spare parts inventory maintained in Vietnam and field service engineers capable of arriving on site within 24 hours, VINALIFT helps reduce one of the largest variables in EPC crane project risk management: extended downtime caused by waiting for overseas manufacturer support.
As a result, EPC contractors can commit to commissioning milestones with greater confidence and deliver those commitments on schedule.
Case study: Delivering heavy-duty steel industry projects in Vietnam
VINALIFT has successfully delivered numerous heavy-duty lifting systems that comply with international standards for large-scale industrial projects, demonstrating its expertise in design risk management and project schedule control.
Representative projects include:
- Steel Industry – 20/5T Double Girder Overhead Crane supplied for the steel mill factory (USA) project, supporting billet handling and finished steel coil lifting operations.
- Steel Industry – Container Gantry Crane supplied the Hoa Phat Steel Complex, one of the largest metallurgical production facilities in Southeast Asia.
By controlling every stage – from engineering consultation and manufacturing at an ISO 9001:2015 crane manufacturing plant to transportation, installation, and on-site commissioning – VINALIFT effectively minimizes spatial interference risks that commonly delay EPC projects.
This integrated approach ensures that load testing, commissioning, and final handover are completed according to schedule while significantly reducing the risk of liquidated damage caused by project delays.
Conclusion
EPC crane project risk management and site safety extend far beyond project planning and documentation. Effective risk management must be engineered into the equipment itself through redundant mechanical systems, dual-layer braking architecture, intelligent automation, and internationally recognized design standards.
Investing in engineering quality during the tender stage enables EPC contractors to reduce commissioning delays, minimize unplanned downtime, and build long-term credibility with project owners.
From large metallurgical complexes in Vietnam to steel manufacturing facilities across international markets, VINALIFT continues to demonstrate that world-class engineering standards are not limited to European manufacturers.
Every project delivered on schedule reflects a commitment fulfilled—and another milestone in advancing Vietnamese engineering expertise within the global EPC industry.
Request a 30-minute technical risk assessment with VINALIFT engineers
If you are preparing tender documents or evaluating technical risks for a steel plant crane project, VINALIFT‘s engineering team is ready to review your technical specifications, identify potential design risks, and recommend practical engineering solutions before the bidding process begins.
Contact VINALIFT
Hotline: (+84) 39 341 6686
Email: contact@vinalift.vn